
The warehouse stacker crane is a core equipment for high-frequency, high-precision retrieval. Its stability of the travel wheel system directly dictates overall warehouse efficiency. Among various specifications, the DRS 250 Wheel Block System has emerged as the mainstream choice for medium-to-heavy stacker crane designs due to its perfect balance of load capacity and versatility.
1. Physical Structure: Balancing High Load with Compact Space
Stacker cranes often reach heights of 30–40 meters, resulting in limited space within the bottom carriage while requiring immense resistance to static loads and dynamic impacts.
Superior Load Capacity: The DRS 250 model offers a maximum wheel load of up to 16,000 kg. For most stacker cranes handling 1.0 to 1.5-ton standard pallets, a dual-wheel configuration provides exceptional safety redundancy even when accounting for the steel structure's weight.
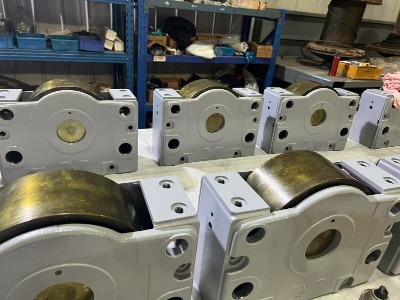
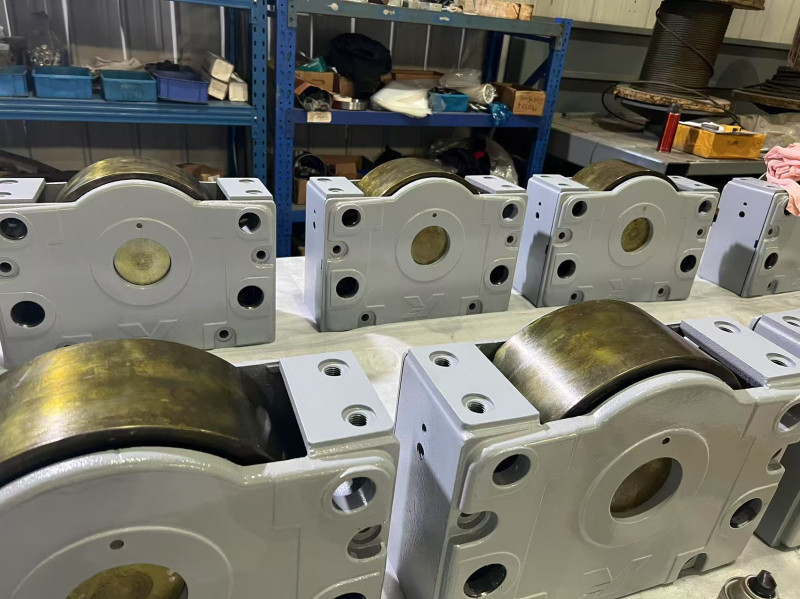
Modular Design: This system highly integrates bearings, travel wheels, seals, and housings. Its five-sided mounting interface allows engineers to easily embed the wheel block into the bottom carriage, significantly simplifying chassis welding and machining processes.
2. Operational Characteristics: High Acceleration and Silent Performance
To achieve maximum throughput, stacker cranes often require horizontal travel speeds exceeding 200m/min and accelerations surpassing 0.5m/s².
Material Versatility:
Spheroidal Graphite Cast Iron (GGG70): Ideal for heavy-duty loads on steel rails, offering excellent wear resistance and self-lubricating properties.
Polyurethane (PU) Tyres: For lightweight cranes or those requiring high traction, PU-coated wheels significantly reduce operational noise and provide a higher friction coefficient to prevent slippage during rapid acceleration.
Precision Alignment: The precise bearing arrangement within the DRS 250 ensures perfect linearity on long-distance travel rails, reducing lateral forces and wear on both the guide rollers and the tracks.
3. Maintenance and Lifecycle Costs
In 24/7 automated environments, downtime translates directly into significant economic losses.
Rapid Replacement: The DRS 250 utilizes a patented connection design. When a wheel surface requires replacement, there is no need to disassemble the entire drive unit. The wheel core can be extracted with simple unloading, reducing the Mean Time to Repair to just a few hours.
Sealing and Protection: For cold-chain warehouses (down to -30°C) or dusty industrial environments, the 250 series offers specialized bearing seals to prevent grease leakage and extend maintenance intervals.
4. Selection Criteria: When to Choose the 250 Series?
Pallet Specifications: Ideal for standard 1200mm × 1000mm pallet units.
Height Requirements: Typically suited for single or double-mast stacker cranes ranging from 12 to 25 meters in height.
Rail Compatibility: Highly compatible with common A65 or A75 crane rails, as well as various I-beam profiles.
Conclusion
Integrating the DRS 250 Wheel Block System into stacker crane design is more than just selecting a component; it is the adoption of a standardized industrial language. It allows manufacturers to move away from labor-intensive custom machining and focus on optimizing control algorithms and overall structural integrity, thereby gaining a competitive edge in the fast-paced logistics automation market.




